


لـوور از جنس آلومینیوم کامپوزیت
اردیبهشت 13, 1395همایش تخصصی بلند مرتبه سازی پرمیوم باند مشهد
اردیبهشت 13, 1395
در این مقاله قصد داریم تا روش صحیح شیار زدن ورق کامپوزیت را توضیح دهیم و به توضیح تمامی نکات شیار زدن ورق کامپوزیت میپردازیم.
برخی از ورق های آلومینیوم کامپوزیت بدلیل ضخامت آلومینیوم پایین باید در هنگام شیار دقت لازم را داشته باشید .
از جمله ورق های کامپوزیت که دارای ضخامت آلومینیوم کم دارند می تواند به ورق های کامپوزیت تابلویی اشاره نمود .
ورق های تابلویی در برندهای مختلف متفاوت است ولی وجه مشترک همه برندها استفاده از آنها در تابلو های سر درب و تابلو های تبلیغاتی استفاده می شود .
جهت آگاهی بیشتر نصاب ها و گروه های اجرایی محترم در رابطه با نصب ورق های کامپوزیت ، این نکته به استحضار می رسد که آلومینیوم یکی از شکل پذیرترین فلزات بوده و به خودی خود شکننده نمی باشد .
تنها باید به نکات مهم در هنگام شیار زدن ورق کامپوزیت دقت کرد تا پروژه به درستی اجرا شود.
عامل ترک خوردن آلومینیوم روی ورق کامپوزیت
عامل ترک خوردن یا شکسته شدن آلومینیوم ، نوع و مقدار پلی اتیلن باقی مانده در مقطع شیار برش می باشد .
جهت حصول کیفیت مناسب ، بایستی نه آنقدر پلی اتیلن برداشته شود که سفیدی آلومینیوم دیده شود
و نه آنقدر برداشت کم باشد که پلی اتیلن روی آلومینیوم باقی بماند .
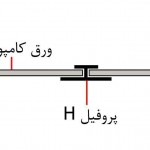
در اجرا و نصب ورق های کامپوزیت با ضخامت آلومینیوم کم ، بهتر است از روش اجرا اچ و ال استفاده شود .
زیرا در این روش دیگر نیازی به شیار و خم دادن کامپوزیت نمی باشد
و فقط در اندازه های دلخواه برش و در داخل فریم های آلومینیوم اچ و ال و یا کنج قرار می گیرد .
البته اینکه ورق هایی با ضخامت کم نمی شود شیار زد شاید درست نباشد
زیرا کامپوزیت هایی که ضخامت آلومینیوم روی ورق آن کم می باشد باید با دقت و ظرافت بیشتری نسبت به ورق با ضخامت بیشتر شیار زد .
و بهتر است ابتدا یک لایه بسیار کم از آلومینیوم پشت ورق و پلی اتیلن برداشته شود
سپس با یک سیم جوش و یا شیء دیگر مشابه سیم جوش روی خط شیار کشیده شود .
رعایت اصول فوق موجب تسهیل در برش ، خم و اجرای با کیفیت عالی می شود .
برش ورق کامپوزیت یکی از مراحل نصب ورق کامپوزیت بوده که اهمیت بسیار زیادی دارد.
از این رو جهت آگاهی بیشتر نصابان و گروه مجترم اجرایی تمامی مطالب نکات نصب ورق کامپوزیت را در ادامه برای شما عزیزان بیان میکنیم.
تنها کافیست برای مطالعه هر بخش بر روی عنوان مورد نظر کلیک کنید تا توضیحات مربوط به آن بخش به شما نمایش داده شود.
راهنمای کامل برش و شیار ورق کامپوزیت مرحله به مرحله
تمامی مراحل نصب ورق کامپوزیت ، برش ورق کامپوزیت و شیار زدن ورق کامپوزیت و .. در این مقاله به صورت کامل و گام به گام بیان شده است.
کافیست برای مطالعه هر مرحله بر روی آن کلیک کنید.
مراحل نصب ورق آلومینیوم کامپوزیت
میزکارگاه یکی از مهم ترین ابزار برای نصب ورق کامپوزیت میباشد.
برای کارگاه باید از یک میز برای مونتاژ استفاده کرد که سایز روی میز هم اندازه با ورق مصرفی باشد .
اندازه استاندارد ورق ۱۲۵*۳۲۰سانتی متر است به همین جهت اندازه روی میز کارگاه را همان اندازه در نظر میگیریم.
بعد از اینکه اندازه روی میز ما مشخص شد نوبت به تنظیم ارتفاع میزکارگاه است.
باید به این نکته توجه کرد که ارتفاع میز ما استاندارد باشد تا برای هر قدی مناسب باشد .
ارتفاع استاندارد میز باعث می شود که موقع کار به کمر کمتر فشار وارد شود و شخص دیرتر خسته شود .
به همین دلیل ارتفاع میز را حدود ۹۰س می گیریم.
برای این که روی ورقها در مونتاژ خطی نباشد و ضربه نخرد یک نئوپان رویه میز تعبیه می کونیم و پیچها را رویه نئوپان خزینه می کونیم تا روی سطح نئوپان برآمدگی نباشد.
باید توجه داشت که کارگاه باید همیشه دارای نور کافی باشد تا درصد خطا پایین آید و هم چنین باعث کمتر خسته شدن کارگران شود.
هر ورق کامپوزیت دارای یک روکش پلاستیکی بر روی آن می باشد،
که اولا مانع از خط افتادن رنگ کامپوزیت شود و ثانیا جهت فلش ورق را نشان می دهد و همچنین نام شرکت سازنده بر روی آن درج شدهاست .
برای برش ورق های خود اول به فلش شیت ورقه دقت کنید. ( هر ورق کامل کامپوزیت را یک شیت مینامیم.)
جهت فلش درج شده نمایانگر جهت ریختن رنگ پی وی دی اف کامپوزیت میباشد که باید در موقع مونتاژ و نصب به آن دقت شود،
این تاکید بر توجه به جهت فلش ورق به این علت است که درهنگام نصب سایه و روشن ایجاد نشود .
یعنی اگر اشتباه در جهت رخ دهد و به این نکته توجه نشود وقتی روکش ورقها برداشته می شود شبرنگ آنها به هم نمی خورد،
و باعث می شود رنگ باکس هایی که کنار هم قرار می گیرد روشن و تیره شود و باعث خسارت می شود .
برای انجام کار اول احتیاج به یک زیر سازی مناسب داریم تا باکس های خود را بر روی آن نصب کنیم برای برش اول لازم است تا اندازه برش را محاسبه کنیم .
و بر روی زیر سازی پروفیل آهنی را که اکثرا به صورت عمودی می باشد متر می زنیم.
به این صورت که متر را به داخله پروفیل بعدی می زنیم،
مثلا چپ به چپ یا راست به راست بیرون پروفیل متر را می گیریم که در این حالت متر زدن کاملا باکس وسط دو پروفیل قرار می گیرد.
پروفیل ۴*۴سانتیمتر می باشد که در این صورت باکس دقیقا در ۲*۲ پروفیل قرار می گیرد .
حال برای اینکه بین باکس ها فاصله باشد برای زدن نبشی و نصب باکس ها کنار هم باید فاصله باشد این فاصله را جنته می نامیم.
مثلا ۱سانتیمتر جنته می باشد که از اندازه کل ۱سانتیمتر کم می کنیم .
مثلا اگر اندازه اصلی ما ۵۰ سانتیمتر باشد،ب رای این که باکس ها وسط دهنه قرار بگیرد اندازه جنته خود را کم می کنیم.
که در این صورت اندازه ما می شود ۴۹سانتیمتر می شود.
باید برای متر زدن از متر هر دو سر میلیمتری استفاده کرد تا میزان خطا کم شود .
برای بریدن شیت های ورق باید از اره گرد بر استفاده کنیم .
که روش استفاده از این دستگاه به این صورت است:
اول با متر لبه بیرون تیغ تا بیرون صفحه دستگاه را متر می زنیم.که ۳٫۵سانتیمتر است.
و این بار داخل تیغ تا بیرون صفحه دستگاه را متر میزنیم که ۳٫۸سانتیمتر میباشد.
در این حالت ضخامت تیغ اره که ۳میلیمتر است هم حساب میشود .
باید در نظر گرفت که تعداد شیت ورق روی هم برای برش نباید از ۵ شیت بیشتر شود ،زیرا این امر موجب بروز خطا میشود.
برای مثال اگر کمی زاویه تیغ اره بهم خورده باشد در نهایت چند میلیمتر خطا رخ میدهد .
فرض کنید اندازه برش ما ۴۹ سانتیمتر هست بنابراین این اندازه را روی شیت ورق با خودکار مشخص می کنیم .
حال از شیت ورق پایین آن را میخواهیم،
پس برای اینکه در برش ما اشتباهی رخ ندهد این ۳میلیمتر ضخامت تیغ را برای برش حساب می کنیم و شابلون خود را که یک تکه پروفیل آهنی یا آلومینیومی می باشد از خطی که زدیم جلوتر می بندیم .
که حال اندازه ورق ما می شود ۵۲٫۸ سانتیمتر و شابلون روی این اندازه با پیچ دستی به میز بسته میشود،
که باید پیچ دستی را بیرون شابلون طوری بست که موقع برش به دسته اره گیر نکند .
روش صحیح بستن پیچ دستی به این شکل است که اول فک پایین که به آن پیچ بسته شده است را روی شابلون می گذارم دوم فک بالا که دسته به آن وصل می باشد را زیر پروفیل میز می گزاریم بعد به صورت عمود فک بالا را که زیر میز موازی شابلون است را می کشیم و دسته پیچ را می چرخانیم تا هر دو فک به هم بسته شود و در مواقعی که نمی شود پیچ دستی را به میز بست به خود ورق می بندیم ، زمانی که می خواهیم برش طولی بزنیم باید از درپوش های سر دو فک پیچ دستی استفاده کرد چون با کمی لغزش دو فک از هم باز می شود ، زمانی که طول شابلون از ۱۵۰س بیشتر می شود چون دستگاه را به شابلون می چسبانیم و حرکت می دهیم شابلون از وسط تا ۱س خم می شود و برش یا شیار خط صافی ندارد و بل اجبار یک نفر باید روی میز به ایستد و پایش را روی شابلون بگزارد .
حال زمانی که ورق برش می خورد همان ۴۹س برش می خورد ولی زمانی که ما از شیت برش بالایی را میخواهیم باید ۳م ضخامت تیغ اره را حساب نکرد و اندازه ورق برش که ۴۹س است حال ۳٫۵س از آن کم می کنیم و می شود ۴۵٫۵س و شابلون خود را روی این اندازه می بندیم ولی وقتی برش می خورد ۴۹س ورق برش می خرد .
برای اینکه بتوانیم لبه کامپوزیت را خم کنیم باید آن را گروو بزنیم تا خم شود و از دستگاه اورفرز استفاده می کنیم.
و این دستگاه را هم به شابلون می بندیم و حرکت می دهیم تا خط گروو صاف درآید .
و برای اینکه بتوانیم اندازه شابلون اورفرز را به دست بیاوریم از بیرون صفحه دستگاه تا نوک مته اورفرز متر می زنیم مثلا ۸سانتیمتر است.
حال برای اینکه گروو ۲سانتیمتر بزنیم از لبه ورق شابلون را ۱۰س انتیمتر بالاتر از لبه ورق می بندیم .
و وقتی اورفرز را روی شابلون حرکت می دهیم گروو ۲سانتیمتر ما دقیق در می آید .
برای اینکه شیار صاف و یک دست درآید باید از سمت چپ به راست گروو بزنیم،
و بدن را متمایل به چپ دستگاه قرار بدهیم و دستگاه جلوتر از بدن حرکت کند،
که باید دست راست هم زمان دو کار انجام دهد دستگاه را به سمت جلو و صفحه دستگاه را به سمت پایین خیلی نرم فشار دهد و نه گذارد که صفحه بلند شود.
از ورق و دست چپ صفحه دستگاه را به شابلون می چسباند و نه باید گذارد از شابلون فاصله بگیرد .
و دستگاه را به سمت جلو حرکت می دهد.
باید توجه داشت که تمام این کارها را طوری باید انجام داد که دستگاه خودش به جلو حرکت کند و خیلی نرم و راحت حرکت کند .
در غیر این صورت با مشکل روبرو می شویم.
هنگام گروو زدن باید بدن از اورفرز ۲۰سانتیمتر فاصله داشته باشد تا راحت تر کار کنیم .
و در حین گروو زدن چون دستگاه در حال شیار زدن است پولی اتیلن و آلومینیوم را به صورت پیلی سه به اطراف پرتاب می کند.
و باید بدن از دستگاه حدود ۲۰سانتیمتر فاصله گرفت .
و در صورت نگاه کردن به شابلون شیار و دستگاه باید از عینک ایمنی استفاده کرد .
برای ایمنی چشمها در موقع گروو زدن باید توجه داشت که نباید صفحه دستگاه از روی ورق هنگام گروو زدن بلند شود .
چون پله می اندازد و یک دست شیار نمی خرد .
و هنگام خم کردن ورق صاف و از وسط خم نمی شود و ۱ تا ۲ م خطا میدهد.
سرعت مناسب برای شیار با اورفرز ۳۵ ثانیه در ۱متر می باشد تا شیاری خوب به ما تحویل دهد .
در حین گروو زدن نباید دستگاه را روی ورق روشن کرد و باید بیرون ورق دستگاه را روشن کرد و به جلو حرکت دهیم تا شیار گروو ما کامل و صاف درآید .
و زمانی که در حال گروو زدن هستیم نباید دستگاه را روی کار خاموش کرد چون مته پایین تر می رود و از روی کار نوک می زند و در بعضی موارد باعث سوراخ شدن ورق می شود.
اورفرز ما هر چی سنگین تر و بزرگ تر باشد هم سرعت کار بالا می رود و هم راحت تر گروو می خورد که بهترین اورفرز را مارک ماکیتا دارد.
ورق کامپوزیت ۴میلیمتر می باشد و مته ما باید ۳میلیمتر از ورق پایین تر برود و بار بردارد تا ورق خم شود.
که ورق کامپوزیت از دو لایه آلومینیوم ۵ میکرونی که در دو طرف پولی اتیلن قرار دارد تشکیل شده و مته اورفرز ۳میلیمتر باید بار بر دارد که روی لایه آلومینیومی باید ۵ میکرون پولی اتیلن باشد.
تا موقع خم کردن ورق پاره نشود و اگر خواستیم برای اصلاح کار باکس را باز و بسته کنیم پولی اتیلن مانع از پارگی ورق شود .
برای شیار زدن کامپوزیت از دو نوع مته استفاده می کنیم .
نیم دایره ناخنی و هفتی شکل ناخنی که مته نیم دایره سرعتش بیشتر است و راحت تر خم می شود ولی مته هفتی شکل دقیق تر خم می خورد و کمی دیرتر نصبت به مدل نیم دایره شار میزند.
ولی باید از این نوع مته استفاده کرد و قبل از کار با این مته باید سر مته را ۱میلیمتر با سنگ فرز صاف کرد.
تا اگر پایین تر رفت نوک تیز آن باعث پارگی آلومینیوم نشود.
این دو نوع مته به دو سایز موجود میباشد.
۶و ۱۲ که باید از سایز ۱۲ این مته ها استفاده کرد تا راحت و ۹۰ درجه خم شود.
زمانی که می خواهیم ورق خود را نیم دایره گروو بزنیم دیگر از شابلون صاف استفاده نمی کنیم .
بلکه از همان آهن نورد خورده که روی نما استفاده شده به عنوان شابلون استفاده می کنیم.
و حتما باید از اورفرزی که صفحه آن گرد است استفاده کنیم تا دستگاه روی کار بچرخد تا یک گروو گرد به ما بدهد.
و زمانه خم کردن چون لب برگشتی ما قوس دار است خم نمی شود .
پس باید لب برگشتی خود را به فاصله معین ۱۰سانتیمتر به ۱۰سانتیمتر فارسی بر کرد تا قوس ما از بین برود و راحت خم شود.
و جایی که نبشی می خرد باید لب برگشتی ها را به هم با تکه کامپوزیتی بچسبانیم تا باکس رو نما کج نشود و نبشی را به جای که فارسی بر نشده بزنیم بهتر است .
زمانی که ورق ها را گروو زدیم لبه ورق خم نمی شود باید گوشه های ورق که دو گروو به هم می رسد را فارسی بر کرد .
یا آن گوشش را کامل در آورد تا لبه ورق خم شود تا ۹۰ درجه باشد.
در حالت دوم برای فارسی بر کردن از گونیا استفاده می کنیم .
اول ضاعده هایی را که بخاطر شیار زدن داخل و بیرون شیار به وجود آمده را می کنیم تا گونیا کامل به لبه ورق بچسبد.
و سر آن را به نوک چهار راه شیار قرار میدهیم و با خودکار خط می کشیم .
و قرینه آن را نیز به همین شکل باید توجه داشت که اگر گونیا را درست نزنیم و خط حتی ۱میلیمتر کج باشد. وقتی گروو روی هم خم می شود ۹۰درجه خم نمی شود و فارسی بر درست در نمی آید.
که این موضوع در کار نصب مشکل ایجاد می کند در چیدمان.
حال برای فارسی برکردن از دستگاه عمود بر استفاده می کنیم .
برای فارسی برکردن قبل از برش زدن چون تیغ اره دستگاه عمود بر روی ورق برای برش پایین بالا می شود و ضربه وارد میکند.
باید اول بیرون مثلث شکل گرفته شده را برش زد و بعد به سمت داخل را برش زد اگر برعکس این کار را انجام دهیم با مشکل بر خورد می کنیم.
چون دیگر مثلث تعادل ندارد ، در ضمن موقع برش باید ۲م بار تیغ اره را داخل خط بیندازیم.
برای خم کردن گروو نباید از چکش یا انبر دست استفاده کرد .
و باید از وسیله ای به نام خم کن استفاده کرد که طرز ساخت به این شکل است که از دو تکه پروفیل یا نبشی به طول عرض ورق استفاده می کنیم .
و وسط این دو یک تسمه از کامپوزیت میگزاریم و برای این که لب برگشتی راحت درون آن رود دو مهره اطراف تسمه می گزاریم،
و این پنج تکه را به هم پیچ می کنیم عرض تسمه باید طوری باشد که نسب گرو داخل خم کن رود.
زمانی که ارتفاع باکس به ۱۴۰ میرسد بعد از خم کردن گروو از گوشه باکس از وسط بیشتر خم می شود .
و بعد از نصب بالا و پایین جونته دورست است ولی از وسط درز از ۵میلیمتر تا ۱سانتیمتر بازتر است .
برای رفع این مشکل از گروو ۳سانتیمتر استفاده می کنیم.
برای این که باکس ها در موقع نصب کاملا خوب کنار هم قرار گیرد و تمام جونته ها کاملا درست در جای خود قرار بگیرند،
باید گروو ها درست خم شود و از عرض یا طول باکس کم یا زیاد نکند و ۹۰ درجه باشد .
باید بعد از خم کردن باکس را برگرداند و با چکش آهنی به صورت عمود بر روی تمام لب برگشتی ها زد تا کاملا از وسط و ۹۰ درجه خم شود و سر خم گرو تیز شود .
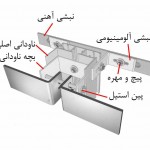
زمانی که لبه ورق را خم کردیم برای اینکه باز نشوند یا زاویه۹۰ درجه خود را از دست ندهد .
یک تکه ورق را به اصطلاح لقمه یا نبشی را با پرچ به لب برگشتی از داخل پرچ می کنیم تا دیگر از هم باز نشوند ،
در این حالت لب برگشتی ما می تواند وزن باکس را روی نما تحمل کند و باکس خم نمی شود ،
و ۹۰ درجه بهم نمی خورد و باکس ها در کنار هم روی نما درز های یک اندازه دارد.
در این زمان موقع زدن نبشی به باکس است اول یک جسم تیز را به لبه گروو می کشیم تا لیبل ورق پاره شود و لیبل لب برگشتی را کامل می کنیم.
چون موقع آب بندی و کندن روکش باکس ها با مشکل برخورد نکنیم بعد جای نبشی ها را مشخص می کنیم،
توری که وقتی باکس ها کنار هم رو نما قرار گرفت نبشی رو نبشی نیاید برای این کار بیشتر از دو تسمه کامپوزیتی کوچک و بزرگ استفاده می کنیم که به صورت ضرب دری جای اینها تعویض می شود تا نبشی به صورت دقیق اجرا شود.
برای اتصال نبشی به باکس از پرچ استفاده می کنیم و برای اتصال یک پرچ هم کافیست.
برای باکس از چهار نبشی استفاده باید کرد تا درست نصب شود ولی زمانی که طول باکس به ۱۴۰ برسد از شش نبشی برای اتصال استفاده می کنیم ،
و نصبت به سایز باکس تعداد نبشی را بالاتر می بریم.
در بعضی مواقع که ورق کامپوزیت کیفیت مناسب را نداشته باشد یا ارتفاع باکس ها به ۱۶۰ میرسد بعد نصب یا با گذشت یک فصل باکس از وسط تاب بر می دارد .
که برای حل این مشگل از این روش میتوان استفاده کرد که روش استیفنر نام دارد.
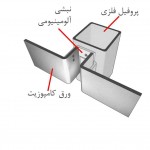
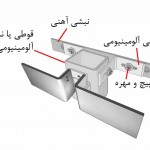
که در این روش در پشت باکس به شکل به اضافه دو قوطی یا نبشی کلفت آلومینیومی هم اندازه داخل لب برگشتی می گذاریم .
که سر این دو را بریده و خم می کنیم و آن را به گروو پرچ می کنیم و از وسط هم به هم وصل می کنیم تا شکل به اضافه درست شود در این صورت استحکام باکس بسیار بالا می رود.
به روشی دیگر هم می شود اجرا کرد به این صورت که از چسب نواری دو طرفه استفاده می کنیم و آلومینیوم ها را روی آن می چسبانیم با ضربات چکش.
در بعضی مواقع که عرض یا طول ورق برای باکس کافی نیست یک باکس دیگر میسازیم و دو گروو را به یک دیگر به فاصله ۵س پرچ می زنیم .
در این حالت باکس ها تحمل وزن همدیگر را دارند و درز مابین هم فقط ۱میلیمتر است که این سبک را کیلیپس می گویم .
که این روش بیشتر برای باکس های بزرگ و چند تکه اجرا می شود.
برای نصب باکس روی نما نبشی را به آهن پیچ می کنیم.
همیشه باید برای نصب باکس اول خیلی دقت کرد چون بقیه باکس ها طبق باکس اول نصب می شوند
پس باید کاملا تراز و صاف باشد.
وقتی باکس به صورت افوقی می خواهد نصب شود اول با شیلنگ تراز اندازه را در دو طرف ساختمان مشخص می کنیم .
بعد با ریسمان می کشیم که ترجیحا ریسمان مفتولی بهتر است چون تاب دار و پاره نمی شود .
و در این موقع باکس اول را نصب می کنیم.
طبق ریسمان که لبه باکس با ریسمان مطابقت کند و در این حال باکس باید کاملا تراز و گونیا باشد .
که وقتی باکس بعدی کنار آن قرار گرفت کاملا موازی ریسمان و صاف تا آخر حرکت کند باید بین باکس ها فاصله باشد.
برای اجرای این فاصله با قرار دادن یک شابلون طبق اندازه جونته ما بین دو باکس در می آوریم مثلا فاصله دو باکس از هم ۱سانتیمتر می باشد.
و دو تکه نئوپان به ضخامت ۱سانتیمتر انتخاب می کنیم و پایین و بالای جونته می گزاریم و اول پیچ بالای درون جونته را میبندیم .
و بعد از تنظیم کامل پیچ پایین را می بندیم. بعد پیچهای طرف دیگر باکس را می بندیم .
در زمانی که دو و چهار باکس روی هم نصب می شود این باکس ها در وسط یک چهار راه را تشکیل میدهد،
و در این زمان برای درست کردن این چهار راه در باکس بالایی یک صلیب می سازیم و وسط چهار راه می گذاریم تا باکس حالت گونیا خود را از دست ندهد.
و حال باکس های عمودی را نصب میکنیم.
این بار از آخرین دهنه شروع می کنیم و جایی را که باکس نصب می شود را مشخص می کنیم و باکس را نصب میکنیم .
بعد ریسمان تراز را می اندازیم و پایین هر جا که ثابت شد ریسمان را می بندیم و باکس پایین را نصب می کنیم .
در این حالت باکس ها طبق این اندازه در یک راستا موازی هم بالا می رود.
باید توجه داشت که در بعضی موارد باکس به علت خرابی زیر سازی روی پروفیل نمی آید،
و نمی شود نبشی را به جایی پیچ کرد .
در این حالت با نبشی زیر سازی می کنیم به این صورت که نبشی را اول سوراخ میکنیم.
بعد با پروفیل لب به لب می کنیم .
سپس با خود کار علامت می زنیم و سوراخ می کنیم و پیچ یا پرچ می زنیم ،
در غیر این صورت به دست آسیب می رسد بعد نبشی باکس را روی آن پیچ می کنیم بعد از اتمام نصب در صورت لوزیم جو نتها را رگلاژ میکنیم.
در این موقع نما را با چسب سیلیکون آب بندی می کنیم،
اولین کاری که باید کرد پاک کردن درون درزها از گرد و خاک است چون چسب سیلیکون به جسمی که گردو خاک داشته باشد نمی چسبد،
سپس لاستیکی را که تعبیه شده درون درزهای پرز چسب می کنیم .
باید توجه داشت برای پر کردن درزها از قبیل لاستیک فوم و تسمه کامپوزیتی باید درون جونته ها را کاملا پر از چسب کنیم تا این اجسام بخاطر آفتاب سرما و گرما از درزها جدا نشوند.
ولی بهترین حالت برای آب بندی گوزاشتن فوم درون درز و پر کردن چسب سیلیکون می باشد.
به صورت لب به لب و این تنها روش آب بندی صد در صد می باشد.
تمام چسب های سفید در مجاورت آفتاب رنگ سفید خود را از دست می دهند و به رنگ نارجی روشن تبدیل می شوند .
روش این آب بندی به این صورت است که اول داخل درز را چسب می زنیم بعد فوم را با فشار درون آن می کنیم بعد چسب مشگی را کامل روی آن می ریزیم،
و با کاردک یا با انگشت توری بر روی درز می کشیم که چسب کاملا لب به لب باکس و صاف باشد.
باید توجه داشت که یک بار باید به چسب حالت داد چون بار دوم چسب صاف حالت نمی گیرد.
بعد از اتمام کار سریع لیبل گوشه های باکس را می کنیم تا چسبی که به اطراف مالیده شده برداشته شود و درز پر از چسب ما کاملا صاف و یک دست می شود.
و اگر زمانی لیبل کنده شده بود باید لب به لب جونته را با چسب کاغذی پوشاند تا چسپ روی آن بریزد و آن را جدا کنیم.
در غیر این صورت با مشکل رو به رو میشویم.
اگر در زمینه نصب و یا شیار زدن ورق کامپوزیت سوالی دارید
نام و شماره موبایل خود را در کادر زیر وارد کنید تا کارشناسان گارنت با شما تماس بگیرند.
پیش از این در قسمت مراحل نصب ورق کامپوزیت در رابطه با برش ورق کامپوزیت صحبت کردیم اما در این بخش قصد داربم که جداگانه به این موضوع بپردازیم.
نحوه برش ورق کامپوزیت
برش ورق کامپوزیت به روش های مختلفی انجام می شود .
بهترین روش و دقیق ترین روش استفاده از دستگاه CNC می باشد که می تواند در هر ابعاد و اندازه ای که مورد نیاز می باشد برش دهد .
اما بدلیل در دسترس نبودن این دستگاه در تمامی نقاط عموما نصاب ها و یا گروه های اجرایی با استفاده از دست و دستگاه های مانند اورفرز و شیار زن اقدام به برش و شیار زدن ورق کامپوزیت می نمایند .

مزایای برش ورق کامپوزیت به روش سی ان سی (CNC)
برش ورق های کامپوزیت به روش سی ان سی از مزایای مختلفی برخوردار است که عبارتند از:
- سرعت بسیار بالا به همراه کیفیت در تولید متوسط ۳۰۰ متر مربع خدمات شیار و برش
- مدیریت پرتی ورق را دارد.
- می توان سرعت تحویل و اجرا را زمان بندی کرد.
- جلوگیری از دپو و حمل و نقل مضاعف و غیر ضروری
- جلوگیری از خط و خش ها و جا به جایی های ناخواسته ورق در کارگاه های اجرایی
- ضریب ایمنی در نگهداری ورق ها بالا می رود.
- شیار یکنواخت و حذف هزینه های مضاعف استهلاک
- کاهش چشمگیر هزینه ها نسبت به روش های دستی
- امکان تولید ورق های خاص و اشکال مختلف که به صورت دستی و در حجم بالا امکان پذیر نمی باشد.
- امکان ایجاد شیار های مورد نیاز جوش پلی اتیلن
- امکان تولید پانل های مخصوص انواع سیستم هنگ
برای تغییر این متن بر روی دکمه ویرایش کلیک کنید. لورم ایپسوم متن ساختگی با تولید سادگی نامفهوم از صنعت چاپ و با استفاده از طراحان گرافیک است.
قیمت دستگاه شیارزن ورق کامپوزیت
اکثر شیارزن های محبوب در بازار در بازه قیمتی ۷,500,000 تومان تا ۹,100,00 تومان قرار دارند و برند های محبوب شیارزن به ترتیب الویت عبارتند از رونیکس,دی سی ای,پوکا,بوش, …
-

- روش نصب آلومینیوم کامپوزیت
-
- روش نصب آلومینیوم کامپوزیت
-
- روش نصب آلومینیوم کامپوزیت
-
- روش نصب آلومینیوم کامپوزیت
آیا به دنبال براورد هزینه اجرای نمای کامپوزیت هستید؟ با ما تماس بگیرید.
چرا گروه مهندسی گارنت را برای اجرا کامپوزیت نما انتخاب کنیم؟
گروه مهندسی گارنت” فعالیت خود را در سال 1382 در زمینه فروش ورق کامپوزیت نما ، طراحی، نظارت و اجرای نمای کامپوزیت در مشهد آغاز نموده است.
افتخار ما بهره گیری از نیروی متخصص و کارشناسان توانمند می باشد،تا بتوانیم با مهندسی دقیق در طراحی و اجرا در پروژه های بزرگ و نماسازی با شما باشیم .
تیم فنی گروه مهندسی کامل ترین اطلاعات راجع به مصالح ، متریال و نحوه اجرای نمای ساختمان را داردو آتلیه طراحی متشکل از طراحانی خلاق و حرفه ای در زمینه طراحی نما میباشد.
برخی پروژه های دولتی نظیر : خط ۲ قطار شهری ، ساختمان قطار شهری ، اتاق بازرگانی زاهدان ، آرمیتاژ گلشن ، الیزه ، آرمان ، اطلس ، هتل الماس۲ و … توسط تیم گارنت صورت گرفته است.
رزومه قوی ما نشان دهنده کیفیت بالا و اطمینان خاطر عزیزانی است که گارنت را مجری پروژه های خود انتخاب نموده اند.
تنها کافی است سری به بخش رزومه گارنت زده تا خود شاهد این موضوع باشید.
تیم گارنت با ارائه خدمات رایگان سعی بر این داشته تا رضایت حداکثری مشتریان خود را جلب نماید.
شما عزیزان میتوانید از خدمات رایگان تیم گارت نظیر درخواست بازدید ، درخواست کاتالوگ، مشاوره رایگان، لباس کار رایگان، درخواست طراحی رایگان و درخواست کالرچارت استفاده نمایید.
نظارت دقیق تیم فنی بر عملکرد تیم اجرایی شرکت و همراهی با کارفرما تا زمان اتمام کار از دیگر مزیت های تیم گارنت است.
هماهنگی بالا بین اعضای تیم و نظم ویژه در حین پیشبرد کار از مواردی است که شما در طی پروژه، خود میتوانید شاهد آن باشید.
اجرای سریع و با کیفیت پروژه ها
هدف ما رضایت حداکثری و اطمینان خاطر شماست.
از این رو با ارائه ضمانت نامه و بیمه نامه معتبر پس از اتمام کار حسن نیت خود را به شما ثابت خواهیم نمود.
تا این اطمینان خاطر را به شما بدهیم که گارنت حتی پس از اتمام پروژه در کنار شما خواهد بود.
و پروژه خود را به بهترین شکل ضمانت مینماید.
گر شما مایل باشید تا از نمای کامپوزیت در خانه، فروشگاه، محل کار و … استفاده کنید ما در کنار شما خواهیم بود تا شما را به خواستهتان برسانیم.
زیبایی نمای ساختمان شما علاوه بر اینکه موجب رضایت خاطرتان میگردد باعث میشود تا شهری زیباتر داشته باشیم. از این رو ما برای رسیدن به این هدف نهایت همکاری را با شما خواهیم داشت.
انطاف پذیری بودن گروه مهندسی گارنت در خصوص نحوه انعقاد قرارداد اجرا نما کمکی است برای داشتن شهری زیباتر و مردمانی شادتر.


