

عوامل تعیین کننده پلی اتیلن در ورق کامپوزیت
اسفند 9, 1394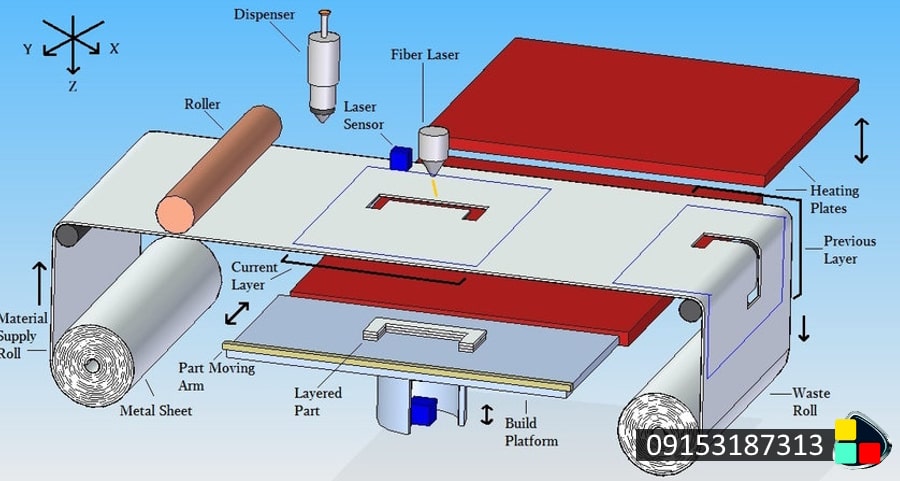
مراحل ساخت ورق آلومینیوم کامپوزیت
اسفند 9, 1394QC ( انجام تست کیفیت )
پروسه QC ( انجام تست کیفیت ) روی ورق های کامپوزیت پرمیوم باند طی سه مرحله انجام میگیرد .
این سه مرحله شامل بازرسی قبل از تولید ، پروسه تولید و بازرسی پس از تولید می باشد .
مرکز تست کنترل کیفیت کارخانه پرمیوم باند با تفکر تولید محصولاتی با کیفیت قابل رقابت با استاندارد های جهانی مجهز به مدرن ترین و دقیق ترین ابزار های آزمایشگاهی در خاورمیانه توسط گروهی مجرب و متخصص هدایت می شود .
این مرکز سه نکته زیر را مورد توجه بسیار قرار میدهد :
۱- مواردی از جمله کنترل دستگاهها ، هدایت خط های تولید ، مدیریت پروسه ها و رعایت ضوابط تمامیت اجرا
۲- صلاحیت گروه از لحاظ دانش ، حرفه و تجربه
۳- موارد دیگر شامل فرهنگ سازی گروه ، انگیزه و روحیه تیمی و در نهایت رسیدن به یک هدف : ” کیفیت ”
با توجه به تنوع آب و هوایی متفاوت در کشور ایران ، یکی از حائز اهمیت ترین تست هایی که در این مرکز روی ورق های آلومینیوم کامپوزیت صورت می گیرد تست دما به دمای ۲۰- درجه سانتیگراد و تست های حرارت بالا از ۶۰+ درجه سانتیگراد الی ۸۰+ درجه سانتیگراد مطابق با استاندارد ASTM می باشد که نتایج حاصله بیانگر سازگاری ورق های کامپوزیت پرمیوم باند با شرایط سخت آب و هوایی مختلف از جمله مناطق بسیار سرد مانند آذربایجان و مناطق گرم و مرطوب مانند جزایر خلیج فارس می باشد .
تست های دیگر شامل تعیین شاخص مذاب ورق کامپوزیت ( MFI ) ، تشخیص رنگ ورق کامپوزیت ، اندازگیری ضخامت پوشش ورق کامپوزیت ، اندازه گیری حرارت ورق کامپوزیت ، ضربه ، خمش ، کشش ، تعیین PH ( شرایط اسیدی و قلیایی ) محیط ، تعیین سختی پلی اتیلن ورق کامپوزیت ، اندازه گیری رطوبت ورق کامپوزیت ، تعیین ابعاد داخلی و خارجی ورق کامپوزیت ، اندازه گیری وزن ورق کامپوزیت ، تععین حفره در پلیمر و کیفیت سطح ورق ، استقامت ورق کامپوزیت در نمک ، دوام در برابر سایش و تست خراش مطابق با استاندارد ASTM می باشد .
با عنایت به لطف خداوند ، مفتخریم که اعلام نمائیم مرکز تست کنترل کیفیت پرمیوم باند تنها مرکز در خاورمیانه و اروپاست که ماهانه متراژ بالایی از ASP را جهت آزمایشهای گوناگون تعیین کیفیت به شیوه دیجیتالی و حرفه ای و نیز هر ۴۰ دقیقه بصورت دستی اختصاص داده است . در نهایت ، نتایج حاصله به CEO گزارش داده می شوند تا از هر گونه ریسک کیفیتی در خروجی کارخانه جلوگیری به عمل آید .


